
This plan mainly introduces the application of robots in the production line of the power lithium battery industry, decomposes the process of the entire industry chain of lithium batteries, and finally explains in detail a lithium battery application case of Inovance's robots.


1. Overview of the domestic power lithium battery industry
In recent years, the biggest driving force for the growth of the lithium-ion battery market will undoubtedly come from the electric vehicle market. It is estimated that by 2017, power lithium-ion batteries will surpass smartphones with a demand of 20.71 million kWh and a market share of 22% and become the largest segment of lithium-ion batteries; by 2020, they will surpass the entire market with a market share of 31.4%. In the consumer electronics market, the total demand will exceed 62 million kWh by then.

2. Industry development trends and pain points
(1) Development trend of cathode materials:
For power lithium batteries, in terms of passenger cars, foreign countries use modified lithium manganate and ternary lithium batteries as the main materials. Domestically, lithium iron phosphate is mainly used as the main material, but because of the low energy density of lithium iron phosphate, the current trend has shifted to ternary lithium batteries.
In terms of electric buses: because of the large size of the passenger car, the problem of low energy density can be solved by placing more batteries. Moreover, the passenger car has more mileage per day and relatively many charging times. Lithium iron phosphate will be the best due to its safety and cycle life. The right choice.
(2) Development trend of anode materials
Because graphite has mature technology, good stability, and obvious price advantage. Compared with natural graphite, artificial graphite is more expensive, but has better consistency, so it is the first choice for negative electrode material for power lithium batteries.
(3) Development trend of electrolyte materials
The electrolyte is composed of electrolyte lithium salt, high-purity organic solvent and necessary additives and other raw materials. The electrolyte lithium salt is mainly lithium hexafluorophosphate, which accounts for 40% of the cost of the electrolyte. The overall electrolyte accounts for about 10% of the cost of lithium batteries.
(4) Development trend of diaphragm materials
The dry process is relatively mature, with a high localization rate, and it occupies a mainstream position in the current power lithium battery market. However, the performance of the diaphragm produced by the wet process is better, and as the ceramic coating technology matures, the mainstream status of the dry process will be challenged.
2. Key equipment technology1. Panoramic view of power lithium battery industry chain
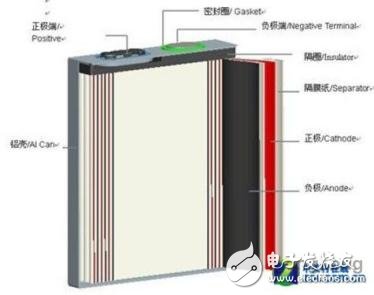
The structure of lithium battery is generally: positive electrode material + negative electrode material + electrolyte + separator + shell composition;
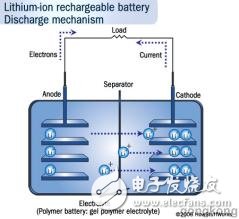
The working principle of lithium battery:
When charging:
The lithium-containing compound of the positive electrode has lithium ions extracted, and the lithium ions move through the electrolyte to the negative electrode to generate lithium atoms;
The carbon material of the negative electrode has a layered structure, which has many micropores, allowing crystalline lithium atoms to be embedded in it.
During discharge: the lithium atoms embedded in the carbon layer of the negative electrode return to the positive electrode after losing electrons.
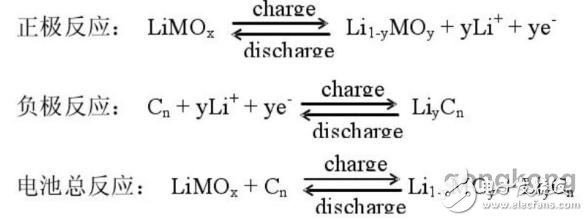
Lithium battery chemical reaction equation
2. Main manufacturing equipment and process flow
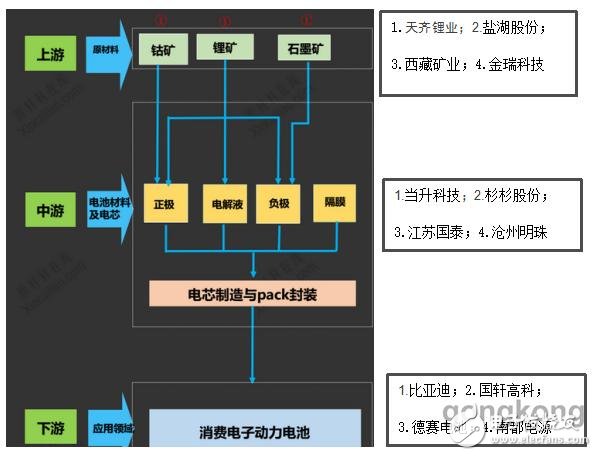
The upstream and downstream relationship of power lithium batteries
Lithium battery production process
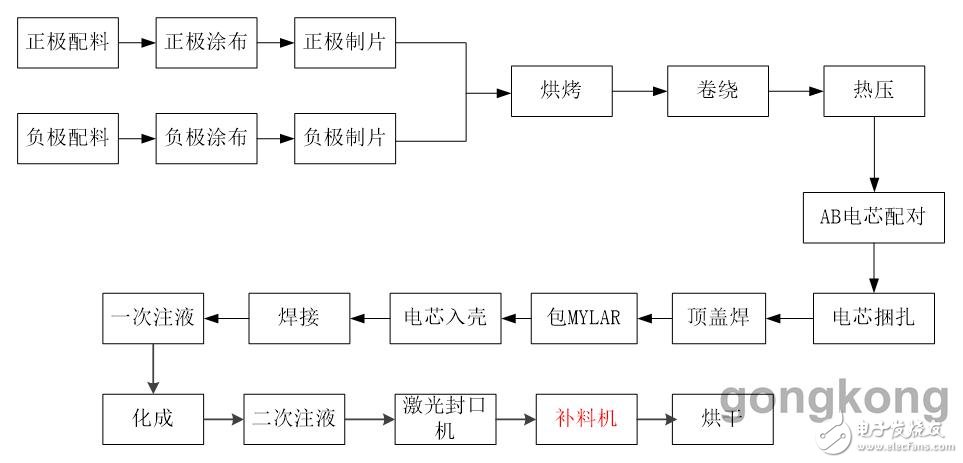
Pre-welding of tabs: In the production of soft-pack batteries, the tabs of the tabs need to be pre-welded with an ultrasonic welding machine, and then the tabs of the tabs and the pre-welded tabs are welded together. Pre-welding can play a role in shaping, which is beneficial to the welding between the cover tab and the tab. At the same time, the connection between the welding and the assembly line before and after welding involves the use of SCARA robots for loading and unloading.
Welding of the top cover of the tab: After the pre-welding process of the front tab, the copper flat ring and the aluminum flat ring are respectively sleeved on the negative and positive ears of the lithium battery core, and the copper flat is set The ring is pre-compressed with the winding core of the aluminum flat ring, so that the copper flat ring and the aluminum flat ring are respectively connected to the winding core firmly, and the negative lead wire and the positive lead wire on the battery top cover are respectively placed in the The center positions of the copper flat ring and the aluminum flat ring, and finally the center positions of the copper flat ring and the aluminum flat ring are welded to make the tabs and the battery top cover pressed with the copper flat ring and the aluminum flat ring The lead wires are welded together.
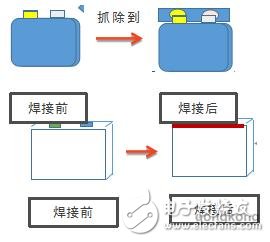
Top cover welding, air tightness test: After the previous series of work, the top welding package of the lithium battery is carried out, and the battery after the assembly line welding is clamped to the internal assembly line conveying system, and then the Perform positioning, air tightness, and short-circuit related tests. After the test is completed, the good products are returned to the mainstream waterline, and the defective products are captured in the waste box.
Demand analysis of feeder:
First, the refilling machine is located in the middle of the process from sealing nail welding to cleaning and drying, and the following is the area of ​​the finished battery pack, so any damaged batteries cannot be allowed to flow into the subsequent process, which may occur in the welding of the sealing nail The following situations:
(1) Unfinished welding;
(2) Due to the residual electrolyte on the surface of the battery, the welding will be unstable;
(3) Abnormal laser welding, inaccurate welding position, air leakage, etc.
Therefore, after the sealing nail welding is completed, there will be a manual inspection process to select the defective products and let the refilling machine refill them, freeing up the labor so that the subsequent incoming materials can be tested and the overall work efficiency can be improved. Reduce recognition fatigue.
Fourth, lithium battery robot loading and unloading solutions1: Project introduction
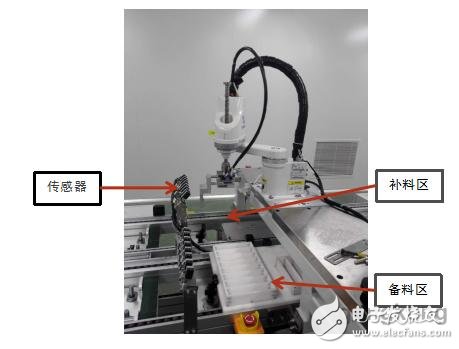
Refilling machine: Because the lithium battery will have poor welding on the laser sealing machine side in the front stage of the production process, the defective products will be selected after manual inspection, so a refilling mechanism is installed afterwards to remove the missing parts in the material box. The battery is filled.
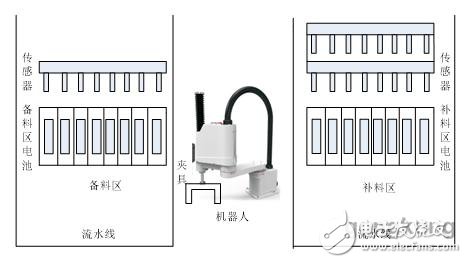
2: System framework
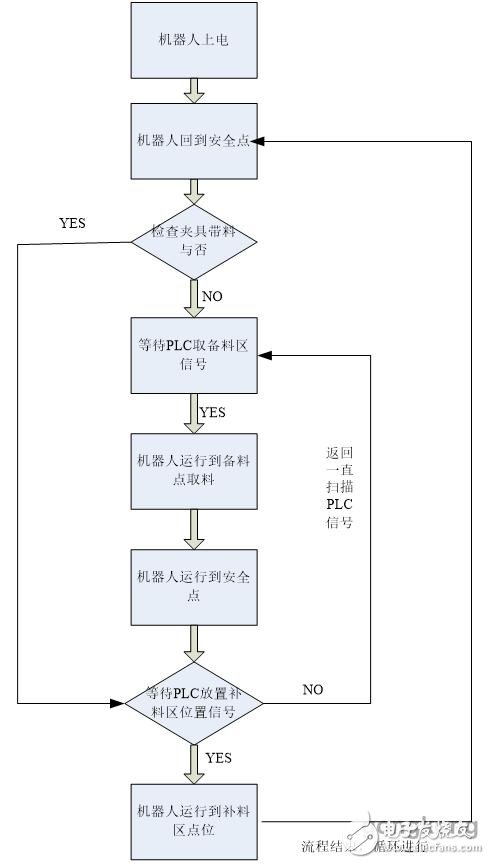
1: Process framework
2: Electrical topology

3: System signal interaction and logic
3: System configuration and selection
1) Body arm length selection
2) The farthest position from the center of the robot base to the preparation area (A) and the unloading area (B)
3) The distance between the center of the base is A=380, B=377mm
4) In summary, the robot arm length should be 400mm.

The entire configuration list:

4: Acceptance criteria and results
1: Precision: 1mm
2: Efficiency: 400PCS/H (in the case of empty running)
3:. Work station appointment
5: On-site application video or photos


6: Program features
(1) The station reservation mode is adopted, which is convenient for workers to operate, and learns to operate robots in 3 minutes;
(2) Replace two shifts of labor during the day and night, saving labor costs;
Old-fashioned Bluetooth Speaker
For Old-fashioned Bluetooth Speaker, I personally think that when many people buy Vintage speakers, the appearance is the first priority and the function is second.
We focus on retro Bluetooth speakers,It has high energy density, mini size, light weight and diversified shapes;Excellent fast charging performance, support fast charging and other excellent features with a brand-new design, showing retro nostalgia without losing fashion. It uses a 2.5-inch speaker and has many functions such as FM radio, Bluetooth fast connection, multi-mode switching, and HIFI high fidelity. Wireless Bluetooth 4-10 hours of playback (at 50% volume), which adds to its unique charm.
The sound quality of small speakers is also good. It does not have the same large speakers and power as HIFI speakers, and its sound quality cannot compete with large speakers due to physical limitations. But for the vast majority of users who are not golden ears, the use of small speakers with tablets and mobile phones is sufficient to meet their hearing requirment.
Wireless Bluetooth Speaker,Hand Free Bluetooth Speaker,Old-fashioned Bluetooth Speaker, Mini Speaker
Shenzhen Focras Technology Co.,Ltd , https://www.focrass.com